皆さまこんにちは。MH Packagingの北村です。
今回は打ち抜き工程(トムソン)の、打抜刃についてお話しさせていただきます。
打抜刃は、刃先形状、高さ、厚み、角度、ボディ硬度、刃先硬度などがそれぞれ異なっており紙質やロット数によって使用する種類が選択されます。
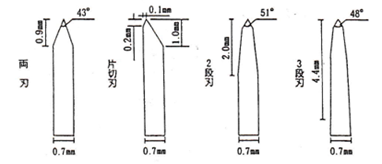
両刃: 刃厚のセンター上に刃先が位置している一般的に使われる切刃
一般にコート白ボール板紙では刃の厚み0.7mm、刃先角度43°(メーカーによっては 42°もある)のものが使用されています。
刃先部硬度では先端より0.3mmだけ高周波熱処理することによって硬度をアップさせ、厚み0.7mm、ボディ硬度50°、刃先硬度72°のものが紙器ではよく使用されます。 大ロットでは厚み0.7mm、ボディ硬度60°、刃先硬度80°の耐久性を重視した刃が 使用されることもあります。
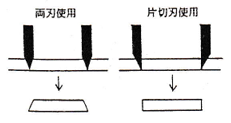
片切刃: 刃先先端部が刃厚のセンターからはずれた位置にある切刃
厚紙などは両刃抜きの場合、切口断面が刃先角度に影響され、打抜き表面の寸法が裏面の寸法より減少する場合があります。このような場合等に片切刃が使用されることがあります。
2段刃・3段刃: 刃先先端は刃厚のセンターにありますが、両刃と異なる点はシノギ部分が長く、打ち抜かれる材質との摩擦係数が小さいので、厚みのある板紙や硬い板紙に使用されることがあります。
日々の作業の参考にしてみてください。
切り刃イメージ図